- no.8, jalan zaolin,
jalan longxiang,
tongxiang, zhejiang, cina - +86 573 89381086[email protected]
- UnduhanBrosur PDF
Perjalanan kumparan baja dimulai jauh sebelum sampai di pabrik atau lokasi konstruksi. Prosesnya dimulai dengan bahan mentah — bijih besi, batu bara kokas, dan batu kapur — dimasukkan ke dalam tanur sembur, lalu bahan-bahan tersebut dilebur menjadi pig iron cair pada suhu melebihi 2.700°F (1.480°C). Besi cair kemudian dipindahkan ke tungku oksigen dasar (BOF) atau tungku busur listrik (EAF), di mana kotoran dihilangkan dan kandungan karbon disesuaikan secara hati-hati untuk menghasilkan baja cair dengan komposisi yang diinginkan.
Baja cair terus menerus dituang menjadi lempengan tebal — biasanya setebal 200 hingga 250 mm dan lebar hingga 2 meter. Pelat ini merupakan titik awal untuk semua produk baja canai datar, termasuk kumparan. Setelah pengecoran, lempengan tersebut diproses segera atau dipanaskan kembali dalam tungku pemanas ulang lempengan sebelum memasuki pabrik strip panas, peralatan yang paling bertanggung jawab langsung untuk memproduksi gulungan baja canai panas.
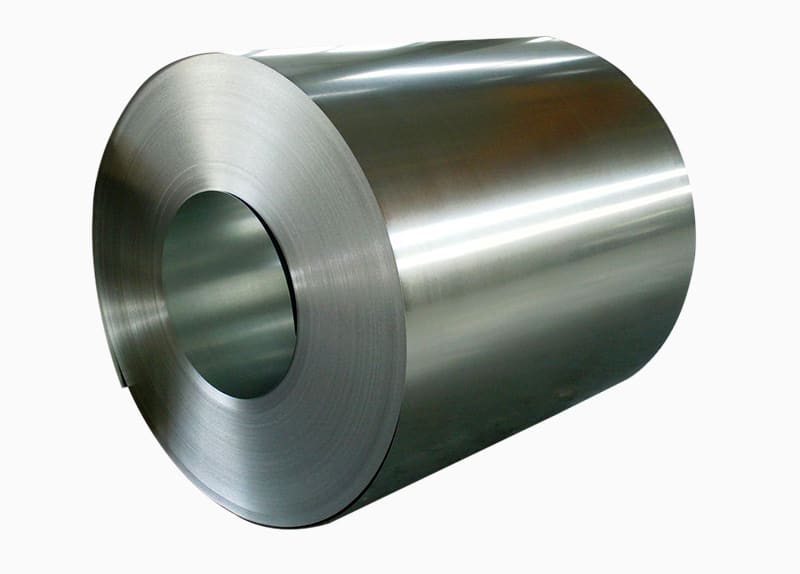
Dalam pabrik strip panas, lempengan yang dipanaskan kembali secara progresif terjepit di antara serangkaian dudukan penggulung, yang masing-masing mengurangi ketebalannya sementara strip memanjang dan semakin cepat. Pada saat strip keluar dari tempat finishing, strip tersebut mungkin melaju dengan kecepatan 80 km/jam atau lebih dan telah dikurangi dari pelat 250 mm menjadi strip setipis 1,5 mm. Strip tersebut kemudian didinginkan di atas meja run-out menggunakan semprotan air yang terkontrol sebelum digulung menjadi kumparan oleh downcoiler. Temperatur penggulungan diatur secara hati-hati karena secara langsung mempengaruhi struktur mikro dan sifat mekanik produk akhir.
Kumparan canai panas dapat dijual langsung untuk banyak aplikasi, namun untuk penggunaan yang memerlukan toleransi lebih ketat, kualitas permukaan lebih baik, atau kekuatan lebih tinggi, diperlukan pemrosesan lebih lanjut. Kumparan canai panas pertama-tama diasamkan — dilewatkan melalui rendaman asam klorida atau asam sulfat — untuk menghilangkan kerak oksida dari permukaan. Ini menghasilkan kumparan yang diasamkan dan diminyaki (P&O), yang dapat digunakan secara langsung atau dikirim ke pengerolan dingin.
Di pabrik penggilingan dingin, ketebalan strip acar dikurangi lebih lanjut pada suhu kamar, biasanya sebesar 50–90% dari ukuran yang masuk. Hal ini secara dramatis meningkatkan kerataan, penyelesaian permukaan, dan presisi dimensi, sekaligus meningkatkan kekuatan luluh melalui pengerasan kerja. Kumparan canai dingin kemudian dianil — dipanaskan dalam tungku atmosfer terkendali — untuk mengembalikan keuletan yang hilang selama pengerjaan dingin. Jalur anil kontinyu modern dapat memproses kumparan dengan kecepatan tinggi, sedangkan anil batch (menggunakan tungku lonceng) digunakan untuk produk yang memerlukan temper yang sangat lembut.
Setelah anil, kumparan canai dingin biasanya melewati lintasan temper rolling — pengurangan ringan sekitar 0,5–2% — yang menghilangkan pemanjangan titik luluh (fenomena yang akan menyebabkan tanda permukaan yang disebut garis Lüders selama pembentukan), dan menyempurnakan permukaan akhir dan kerataan strip. Kumparan dengan cacat kerataan juga dapat diproses melalui garis perata tegangan, yang meregangkan strip untuk menghilangkan gelombang, set kumparan, atau panah otomatis.
Sebagian besar kumparan baja yang digunakan di seluruh dunia menerima lapisan pelindung atau dekoratif sebelum mencapai pengguna akhir. Garis pelapisan adalah operasi yang berkesinambungan dan berkecepatan tinggi di mana strip baja dibersihkan, diolah terlebih dahulu, dilapisi, dan dikeringkan atau diawetkan dalam sekali lintasan melalui garis. Jenis pelapisan yang diterapkan menentukan ketahanan terhadap korosi, sifat mampu bentuk, kemampuan melukis, dan tampilan permukaan produk akhir.
Dalam jalur galvanisasi hot-dip kontinyu, strip baja dibersihkan dan dianil dalam atmosfer pelindung sebelum direndam dalam bak seng cair pada suhu sekitar 460°C. Saat strip keluar dari panci seng, pisau udara mengeluarkan kelebihan seng untuk mengontrol ketebalan lapisan. Berat lapisan seng — dinyatakan dalam gram per meter persegi (g/m²) — berkisar dari Z60 (60 g/m²) untuk aplikasi interior tugas ringan hingga Z275 (275 g/m²) untuk penggunaan luar ruangan atau struktural yang menuntut. Seng mengikat secara metalurgi ke permukaan baja, memberikan perlindungan penghalang serta perlindungan katodik (pengorbanan) yang mencegah penyebaran karat bahkan jika lapisan tergores.
Pelapisan koil adalah salah satu proses pengecatan paling efisien di bidang manufaktur. Strip baja melewati serangkaian tahap pra-perawatan kimia, aplikasi primer, dan aplikasi lapisan atas menggunakan roll coater, dengan oven pengawetan di antara setiap tahap. Seluruh proses terjadi dalam satu lintasan terus menerus dengan kecepatan lintasan hingga 200 meter per menit. Hasilnya adalah kumparan baja yang telah dicat sebelumnya dengan hasil akhir yang sangat konsisten dan tahan lama sehingga menghilangkan kebutuhan akan pengecatan pasca fabrikasi. Pelapis mencakup poliester, PVDF (polivinilidena fluorida), SMP (poliester yang dimodifikasi silikon), dan plastisol, masing-masing menawarkan keunggulan berbeda dalam hal fleksibilitas, ketahanan terhadap sinar UV, dan ketahanan terhadap bahan kimia.
Kumparan baja dinilai berdasarkan standar nasional dan internasional yang menentukan komposisi kimia, sifat mekanik, toleransi dimensi, dan kualitas permukaan yang dapat diterima. Sistem standar utama yang akan Anda temui adalah:
| Sistem Standar | Asal | Contoh Kelas Umum | Penggunaan Khas |
| JIS (Standar Industri Jepang) | Jepang | SPCC, SPCD, SGCC, SGHC | Otomotif, peralatan, konstruksi |
| EN (Norma Eropa) | Eropa | DC01, DC04, DX51D, S355 | Produk pembentuk umum, struktural, berlapis |
| ASTM (Masyarakat Amerika untuk Pengujian dan Material) | Amerika Serikat | A1008, A1011, A653, A36 | Konstruksi, industri, produk galvanis |
| GB (Guojia Biaozhun) | Cina | Q235, Q345, ST12, ST14 | Struktural, pembentukan dingin, gambar |
Banyak dari sebutan kelas ini pada dasarnya setara dalam hal kinerja material, meskipun konvensi penamaannya berbeda. Misalnya, JIS SPCC, EN DC01, dan ASTM A1008 CS Tipe B semuanya merupakan baja canai dingin kualitas komersial standar dengan sifat yang sangat mirip. Saat bekerja di seluruh rantai pasokan internasional, selalu minta dokumentasi referensi silang atau mintalah ahli metalurgi Anda mengonfirmasi kesetaraan sebelum mengganti nilai.

Kumparan baja adalah tulang punggung manufaktur modern. Keserbagunaan baja canai datar — dalam berbagai bentuk, tingkatan, dan lapisannya — berarti baja ini muncul di hampir setiap sektor perekonomian. Berikut ini adalah area aplikasi yang paling signifikan:
Industri otomotif adalah salah satu konsumen kumparan baja terbesar di dunia. Kumparan canai dingin dan galvanis ditempelkan pada panel bodi, kulit pintu, kap mesin, spatbor, dan penguat struktural. Kumparan baja berkekuatan tinggi dan ultra-tinggi (UHSS) — dengan kekuatan luluh melebihi 600 MPa — semakin banyak digunakan pada komponen yang sangat penting bagi keselamatan seperti pilar B, balok pintu, dan penguat bumper, yang menyerap energi tabrakan sekaligus memungkinkan pembuat mobil mengurangi bobot dan memenuhi target penghematan bahan bakar.
Kumparan baja pra-cat dan galvanis digulung menjadi panel atap, pelapis dinding, purlin, tiang rangka baja, dan lampu kilat. Kumparan struktural canai panas dibelah dan dibentuk menjadi bagian berongga, sudut, dan saluran yang digunakan pada bangunan rangka baja, gudang, dan struktur industri. Permintaan sektor konstruksi untuk kumparan berlapis sangat didorong oleh kebutuhan akan selubung bangunan yang tahan lama dan rendah perawatan di segala kondisi iklim.
Drum mesin cuci, lemari lemari es, pelapis oven, dan casing AC semuanya terbuat dari gulungan baja canai dingin atau baja yang sudah dicat sebelumnya. Industri peralatan memerlukan kualitas permukaan yang konsisten dan toleransi ketebalan yang ketat untuk memastikan bahwa panel dapat dibentuk, dilas, dan dicat tanpa cacat. Kumparan baja berlapis tahan sidik jari — dengan perlakuan permukaan khusus yang meminimalkan bekas jari yang terlihat — kini semakin populer untuk pelapis peralatan premium.
Pelat timah — baja canai dingin yang dilapisi dengan lapisan timah yang sangat tipis — merupakan salah satu produk baja lapis asli dan tetap diperlukan untuk kaleng makanan dan minuman, wadah aerosol, dan kaleng cat. Baja yang digunakan harus sangat tipis (serendah 0,1 mm), sangat rata, dan bebas dari cacat permukaan agar dapat dibentuk pada jalur pembuatan kaleng modern berkecepatan tinggi. Baja bebas timah (TFS), yang dilapisi dengan kromium oksida sebagai pengganti timah, juga banyak digunakan sebagai alternatif hemat biaya dalam kemasan non-makanan.
Kumparan baja semakin besar peranannya di sektor energi. Kumparan baja listrik — strip canai dingin paduan silikon dengan sifat magnetik yang dikontrol dengan cermat — dilubangi menjadi laminasi untuk inti motor listrik dan inti transformator. Seiring dengan bertambahnya jumlah kendaraan listrik dan instalasi energi terbarukan, permintaan akan kumparan baja listrik berefisiensi tinggi semakin meningkat. Sistem pemasangan panel surya, bagian menara angin, dan baja pipa juga dibuat dari produk kumparan canai datar.
Bahkan dari pabrik yang memiliki reputasi baik, kumparan baja dapat mengalami cacat — beberapa diwarisi dari proses pembuatan baja, yang lain disebabkan selama penggulungan, pelapisan, atau penggulungan. Mengenali cacat ini membantu Anda memutuskan apakah material layak untuk digunakan, perlu diturunkan versinya, atau harus ditolak. Jenis cacat yang paling umum meliputi:
Dengan kinerja anti karat yang tinggi, mereka populer dig...

Nama lengkap PPGI / PPGL COIL adalah kumparan baja galvan...
Pelabuhan: Zhejiang, Cina Keuntungan dari Kumparan Baj...

APLIKASI PPGI Konstruksi: Luar: Bengkel, gudang pertan...




