- no.8, jalan zaolin,
jalan longxiang,
tongxiang, zhejiang, cina - +86 573 89381086[email protected]
- UnduhanBrosur PDF
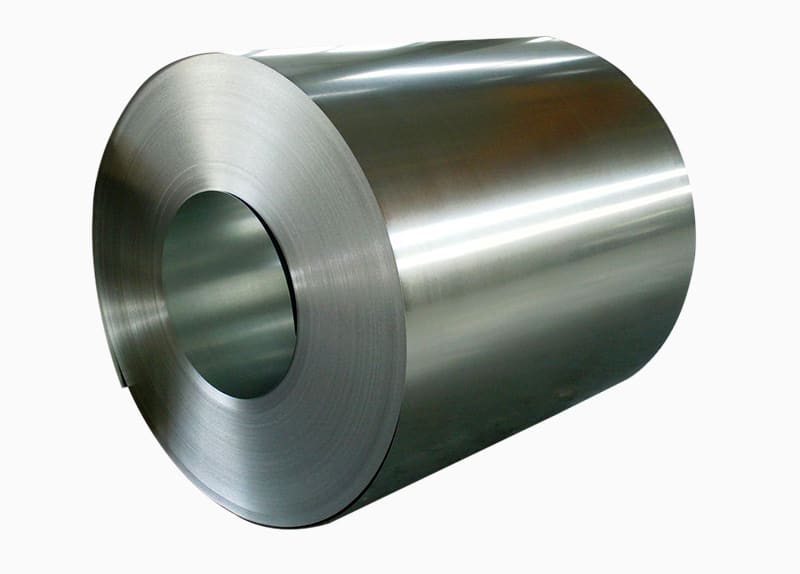
Kumparan baja lapis warna — juga banyak disebut sebagai kumparan baja pra-cat, kumparan PPGI (besi galvanis pra-cat), atau baja canai lapis warna — adalah kumparan baja yang telah diproses melalui jalur pelapisan kumparan kontinu di mana salah satu atau kedua permukaannya dibersihkan, diolah secara kimia, disiapkan, dan diselesaikan dengan satu atau lebih lapisan lapisan organik sebelum digulung kembali untuk pengiriman. Proses ini menghasilkan lapisan yang konsisten dan dikontrol oleh pabrik, jauh lebih seragam dan tahan lama dibandingkan pengecatan pasca-fabrikasi yang diterapkan pada bagian yang dipotong atau dibentuk.
Substrat dasar yang digunakan untuk gulungan baja berlapis warna dapat bervariasi secara signifikan tergantung pada aplikasi yang dimaksudkan. Substrat yang paling umum adalah baja galvanis hot-dip (GI), yang memberikan perlindungan korosi berbasis seng di bawah lapisan organik. Substrat lainnya termasuk galvalum (baja berlapis paduan aluminium-seng, juga dikenal sebagai AZ atau Zincalume), baja elektro-galvanis, baja canai dingin (CR), dan kadang-kadang baja canai panas yang diasamkan dan diminyaki (HRPO) untuk keperluan industri yang lebih berat. Kombinasi lapisan logam dan lapisan atas organik memberi produk kumparan baja berlapis warna pertahanan berlapis-lapis terhadap korosi, degradasi UV, dan kerusakan mekanis.
Proses pelapisan koil — terkadang disebut jalur pelapisan koil kontinu atau proses CCL — adalah operasi manufaktur berkecepatan tinggi yang sangat otomatis yang menerapkan pelapisan pada strip baja dengan kecepatan jalur yang biasanya berkisar antara 60 hingga 150 meter per menit. Memahami langkah-langkah produksi membantu pembeli menilai klaim kualitas dan memahami mengapa produk berlapis kumparan berperilaku berbeda dari baja yang dicat secara konvensional.
Strip baja pertama-tama melewati serangkaian tahap pembersihan yang menghilangkan minyak bergulir, oksida permukaan, dan kontaminan menggunakan pembersih alkali dan pembilasan air. Ini diikuti dengan tahap pra-perawatan kimia — biasanya lapisan konversi kromat, bebas kromat (berbasis zirkonium atau titanium), atau besi fosfat — yang menciptakan permukaan aktif secara kimia yang mendorong adhesi lapisan primer dan memberikan perlindungan penghalang tambahan terhadap korosi di bawah film. Pilihan bahan kimia pra-perawatan menjadi semakin penting karena tekanan peraturan mendorong industri menuju sistem bebas kromat.
Setelah pra-perawatan, lapisan primer diaplikasikan dengan roller coat pada satu atau kedua sisi strip. Primer — biasanya berupa formulasi berbahan dasar epoksi, poliuretan, atau poliester — berfungsi sebagai lapisan adhesi antara pra-perawatan dan lapisan atas, dan sering kali mengandung pigmen penghambat korosi seperti strontium kromat atau seng fosfat. Strip prima kemudian dilewatkan melalui oven pengawetan dan dipanaskan hingga suhu logam puncak (PMT) sekitar 200–240°C untuk pengawetan termal. Ketebalan film kering primer biasanya berkisar antara 5 hingga 8 mikron.
Lapisan atas diterapkan di atas primer yang diawetkan dengan stasiun roller coater kedua. Ini adalah lapisan yang memberikan warna, kilap, dan kinerja permukaan kumparan baja pra-cat yang sudah jadi. Setelah diaplikasikan, strip melewati oven pengawetan kedua — lagi-lagi ke PMT dengan suhu biasanya 220–250°C tergantung pada sistem resinnya — dan kemudian dipadamkan dengan air untuk mendinginkan strip yang dilapisi dengan cepat sebelum digulung kembali. Lapisan belakang sering diaplikasikan pada sisi sebaliknya selama tahap primer atau lapisan atas untuk memberikan perlindungan terhadap korosi dan sifat mampu bentuk pada permukaan yang tidak terlihat.
Sistem resin lapisan atas adalah satu-satunya penentu paling penting dari kinerja pelapukan, fleksibilitas, ketahanan kimia, dan masa pakai produk baja berlapis warna. Kimia resin yang berbeda menawarkan profil kinerja berbeda yang disesuaikan dengan penggunaan akhir dan kondisi paparan yang berbeda.
Poliester standar adalah resin lapisan atas yang paling banyak digunakan dalam industri kumparan baja berlapis warna karena biayanya yang rendah, kemampuan proses yang sangat baik, rentang warna yang baik, dan kinerja yang memadai untuk aplikasi interior dan eksterior ringan. Ketebalan film kering biasanya adalah 15–25 mikron. Pelapis PE standar memiliki ketahanan terhadap sinar UV yang terbatas dan umumnya tidak direkomendasikan untuk aplikasi arsitektur eksterior dengan umur desain melebihi 10 tahun di lingkungan yang keras. Mereka paling sering digunakan untuk atap interior, pelapis industri umum, panel peralatan, dan rak.
Lapisan poliester yang dimodifikasi silikon menggabungkan resin silikon ke dalam tulang punggung poliester, secara signifikan meningkatkan ketahanan terhadap sinar UV dan panas dibandingkan dengan PE standar. Pelapis SMP banyak digunakan untuk aplikasi atap dan kelongsong eksterior di iklim sedang, menawarkan masa pakai desain yang biasanya berkisar antara 15-20 tahun untuk retensi warna dan ketahanan terhadap kapur. Ketebalan film mirip dengan PE standar pada 20–25 mikron. SMP memberikan keseimbangan yang baik antara kinerja dan biaya untuk aplikasi konstruksi umum.
Resin HDP diformulasikan dengan tulang punggung poliester dengan berat molekul lebih tinggi dan paket penstabil UV yang dioptimalkan untuk menghasilkan kinerja pelapukan yang lebih baik dibandingkan PE standar tanpa biaya premium penuh dari PVDF. Pelapis HDP semakin ditentukan sebagai pilihan kelas menengah yang hemat biaya untuk aplikasi eksterior di mana kinerja SMP berada di ambang batas tetapi spesifikasi PVDF penuh tidak dapat dibenarkan secara komersial. Klaim umur desain umumnya adalah 20–25 tahun untuk ketahanan kapur di iklim sedang.
Pelapis berbasis PVDF — dijual dengan nama dagang seperti Kynar 500 dan Hylar 5000 — mewakili lapisan atas kumparan baja berlapis warna tingkat premium dan merupakan tolok ukur untuk aplikasi arsitektur yang tahan lama. Tulang punggung fluoropolimer memberikan ketahanan luar biasa terhadap radiasi UV, kapur, pemudaran warna, serangan bahan kimia, dan retensi kotoran. Formulasi standar mengandung 70% resin PVDF dan 30% akrilik. Ketebalan film biasanya 25–27 mikron untuk sistem dua lapis standar. Kumparan baja warna berlapis PVDF dikhususkan untuk atap arsitektural kelas atas, dinding tirai, dan pelapis fasad yang memerlukan masa garansi 30–40 tahun. Resin Fluoroethylene vinyl ether (FEVE) menawarkan kinerja yang sebanding dan mendapatkan pangsa pasar dalam pelapis arsitektur berbasis pelarut.
Pelapis plastisol adalah pelapis tebal berbahan dasar PVC yang diaplikasikan pada film kering dengan ketebalan 100–200 mikron, menghasilkan permukaan bertekstur tinggi dengan ketahanan gores, sifat mampu bentuk, dan sifat redaman akustik yang sangat baik. Bahan ini biasanya digunakan untuk lembaran atap, pelapis dinding, dan bangunan pertanian di pasar Eropa Utara. Keterbatasan utama Plastisol adalah resistensi UV yang relatif buruk dibandingkan dengan PVDF dan kecenderungan menjadi kapur di lingkungan dengan UV tinggi, meskipun varian yang distabilkan UV telah meningkatkan daya tahan luar ruangan secara signifikan.
Kumparan baja berlapis warna diproduksi dan diperdagangkan berdasarkan serangkaian standar nasional dan internasional yang menentukan tingkat substrat, berat lapisan, sifat mekanik, dan kualitas permukaan. Keakraban dengan standar yang paling penting mencegah kesalahan spesifikasi dan kesalahpahaman rantai pasokan.
| Standar | Wilayah | Ruang lingkup |
| EN 10169 | Eropa | Produk datar baja lapis organik berkelanjutan — persyaratan dan pengujian |
| ASTM A755 | Amerika Serikat | Lembaran baja, dilapisi logam dengan proses hot-dip dan dicat terlebih dahulu dengan proses pelapisan koil |
| JIS G3312 | Jepang | Lembaran dan gulungan baja berlapis seng dan besi-paduan berlapis seng yang telah dicat sebelumnya |
| GB/T 12754 | Cina | Lembaran dan strip baja berlapis warna — standar nasional yang mencakup produk PPGI dan PPGL |
| SEBAGAI 1397 | Australia/Selandia Baru | Lembaran dan strip baja — dilapisi seng hot-dip atau dilapisi aluminium/seng, relevan dengan Colorbond dan produk PPGL serupa |
Saat mencari kumparan baja berlapis warna secara internasional — terutama dari pabrik di Tiongkok atau Asia Tenggara — penting untuk memastikan standar produksi produk tersebut, karena tingkat sifat mekanis, bobot lapisan seng, dan toleransi ketebalan film sangat bervariasi antar standar. Selalu minta sertifikat uji pabrik (MTC) yang secara eksplisit merujuk pada standar yang berlaku dan mencakup nilai terukur untuk berat lapisan seng, ketebalan film kering, tingkat kilap, dan hasil uji tikungan T.

Membeli kumparan baja canai berlapis warna tanpa meninjau spesifikasi teknis secara cermat adalah salah satu sumber paling umum masalah kinerja dan sengketa garansi dalam konstruksi dan manufaktur. Berikut adalah parameter penting untuk ditentukan dan diverifikasi:
Kumparan baja berlapis warna adalah salah satu bahan konstruksi dan industri paling serbaguna yang tersedia, melayani beragam pasar akhir yang luar biasa. Memahami di mana dan bagaimana penggunaannya membantu pembeli menyelaraskan spesifikasi produk dengan kebutuhan layanan sebenarnya.
Konstruksi sejauh ini merupakan sektor penggunaan akhir terbesar untuk kumparan baja berlapis warna secara global, dan mengkonsumsi sekitar 60–70% dari total produksi. Aplikasinya meliputi lembaran atap berprofil, panel pelapis dinding, sistem atap jahitan berdiri, panel sandwich komposit, fasad kasa hujan, sistem talang air dan air hujan, serta komponen rangka baja. Untuk atap dan pelapis, substrat PPGL (galvalum pra-cat) berbahan dasar galvalum dengan lapisan atas SMP atau PVDF semakin disukai dibandingkan PPGI galvanis karena ketahanan korosi yang unggul pada lapisan paduan aluminium-seng.
Lemari es, mesin cuci, unit AC, oven microwave, dan mesin pencuci piring semuanya menggunakan panel baja berlapis warna untuk komponen karkas eksterior dan interior. Kumparan baja pra-cat tingkat peralatan memerlukan ketahanan gores yang sangat baik, ketahanan bahan kimia terhadap deterjen dan produk pembersih, tampilan permukaan halus, dan warna yang konsisten pada volume produksi yang tinggi. Pelapis berbahan dasar poliester dan poliuretan paling umum digunakan, seringkali dengan perawatan permukaan anti-sidik jari atau anti-bakteri khusus untuk panel yang terlihat.
Trailer truk, gerbong kereta api, panel badan bus, pintu kontainer, dan pelapis kontainer pengiriman dibuat dari gulungan baja berlapis warna. Aplikasi ini menuntut ketahanan terhadap benturan yang tinggi, sifat mampu bentuk yang baik untuk bentuk panel yang kompleks, dan ketahanan terhadap tekanan mekanis berulang dan paparan cuaca. Lapisan plastisol tebal atau poliester berkekuatan tinggi sering kali dipilih dalam sektor ini karena ketahanannya terhadap serpihan dan abrasi yang unggul.
Rak penyimpanan baja, sistem rak, panel loker, perabot kantor, pintu garasi, dan penutup industri diproduksi dari kumparan baja berlapis warna dalam volume tinggi. Dalam aplikasi ini, efisiensi biaya adalah pendorong utama, dan pelapis poliester standar pada substrat galvanis Z100–Z140 biasanya sudah memadai. Konsistensi warna dan kualitas permukaan penting agar produk jadi dapat terlihat di lingkungan ritel atau kantor.
Dua jenis substrat dominan untuk kumparan baja berlapis warna — PPGI (besi galvanis pra-dicat, dilapisi seng) dan PPGL (galvalum pra-dicat, dilapisi aluminium-seng) — sering kali membingungkan atau digunakan secara bergantian oleh pembeli, namun keduanya memiliki profil kinerja yang sangat berbeda yang seharusnya mendorong pemilihan media.
| Properti | PPGI (Galvanis) | PPGL (Galvalume / AZ) |
| Komposisi lapisan logam | Seng murni (99% Zn) | 55% Al, 43,5% Zn, 1,5% Si |
| Ketahanan korosi permukaan datar | Bagus | Luar biasa (2–4× lebih baik dari GI) |
| Ketahanan terhadap korosi mutakhir | Sangat baik (perlindungan seng korban) | Sedang (tindakan yang tidak terlalu berkorban) |
| Tahan panas | Sedang (seng meleleh pada 420°C) | Bagus (Al content raises resistance) |
| Sifat mampu bentuk | Sangat bagus | Bagus (slightly less ductile) |
| Biaya relatif | Lebih rendah | Sedikit lebih tinggi |
| Paling cocok untuk | Peralatan, konstruksi umum, penggunaan interior | Atap tahan lama, lingkungan pesisir dan agresif |
Untuk sebagian besar aplikasi atap dan kelongsong eksterior yang tahan lama — khususnya di lingkungan pesisir, industri, atau tropis — PPGL adalah substrat pilihan karena ketahanan korosi keseluruhannya yang jauh lebih baik. Jika lembaran berprofil dipotong memanjang di lokasi dan perlindungan tepi potong menjadi perhatian utama, tindakan pengorbanan seng dari PPGI memberikan keuntungan. Di banyak pasar, kedua jenis media ditawarkan dalam sistem pelapisan dan rentang warna yang sama, sehingga pilihannya merupakan keputusan langsung mengenai kinerja versus biaya berdasarkan lingkungan pemaparan spesifik.
Kumparan baja yang sudah dicat sebelumnya rentan terhadap beberapa bentuk kerusakan selama penyimpanan dan penanganan yang sepenuhnya dapat dicegah dengan prosedur yang tepat. Kerusakan yang terjadi pada tahap ini sering kali tidak dapat diperbaiki lagi dan mengakibatkan penolakan material yang memakan banyak biaya atau penurunan kinerja layanan.
Dengan kinerja anti karat yang tinggi, mereka populer dig...

Nama lengkap PPGI / PPGL COIL adalah kumparan baja galvan...
Pelabuhan: Zhejiang, Cina Keuntungan dari Kumparan Baj...

APLIKASI PPGI Konstruksi: Luar: Bengkel, gudang pertan...




